袋式过滤器,作为实现固液分离的常见设备,具有操作简单,适应性强的特点,已经广泛应用在汽车涂装工艺,其中滤袋过滤贯穿涂装预处理、电泳线和面涂整个涂装循环工序中,铁屑、铁粉,污油等污染物能否实现从油漆...
袋式过滤器,作为实现固液分离的常见设备,具有操作简单,适应性强的特点,已经广泛应用在汽车涂装工艺,其中滤袋过滤贯穿涂装预处理、电泳线和面涂整个涂装循环工序中,铁屑、铁粉,污油等污染物能否实现从油漆中有效滤除,直接影响到涂装质量,进而影响车身的外观。
未被过滤液体由入口进入过滤器,液体由内向外流经过滤袋,过滤后液体从出口流出,杂质被拦截在滤袋内,更换滤袋后可继续使用。其中滤袋是袋式过滤的核心部分,其性能决定了过滤目标能否成功实现。在滤袋选型匹配、安装、使用、更换等过程,均有可能会出现滤袋破袋情况,造成杂质未被有效拦截,进而影响下游工艺的运行负荷、产品的质量,经济损失和环境损失,甚至安全事故。所以,对破袋的快速识别、原因分析以及找出应对策略,对滤袋过滤生产管理有着迫切且现实的需求。
一、过滤袋的破裂的发生
按尺寸不同滤袋通常有四个规格,分别为1号、2号、3号和4号滤袋,使用广泛的为2号滤袋,直径约180mm,长度810mm,过滤面积约0.5m2,大水通量约为40m3/h。按材质常见的滤袋有聚丙烯、聚酯、尼龙、PTFE四类。滤袋由滤材和袋口固定用的领环组成,滤材和领环之间通过线缝或热熔方式进行缝合,领环有金属和非金属两类。滤材裁剪为圆柱形,底部为弧形或平底或三角锥型的。垂直侧边以及底部的缝合有线缝和热熔两类,典型滤袋结构示意见下图。
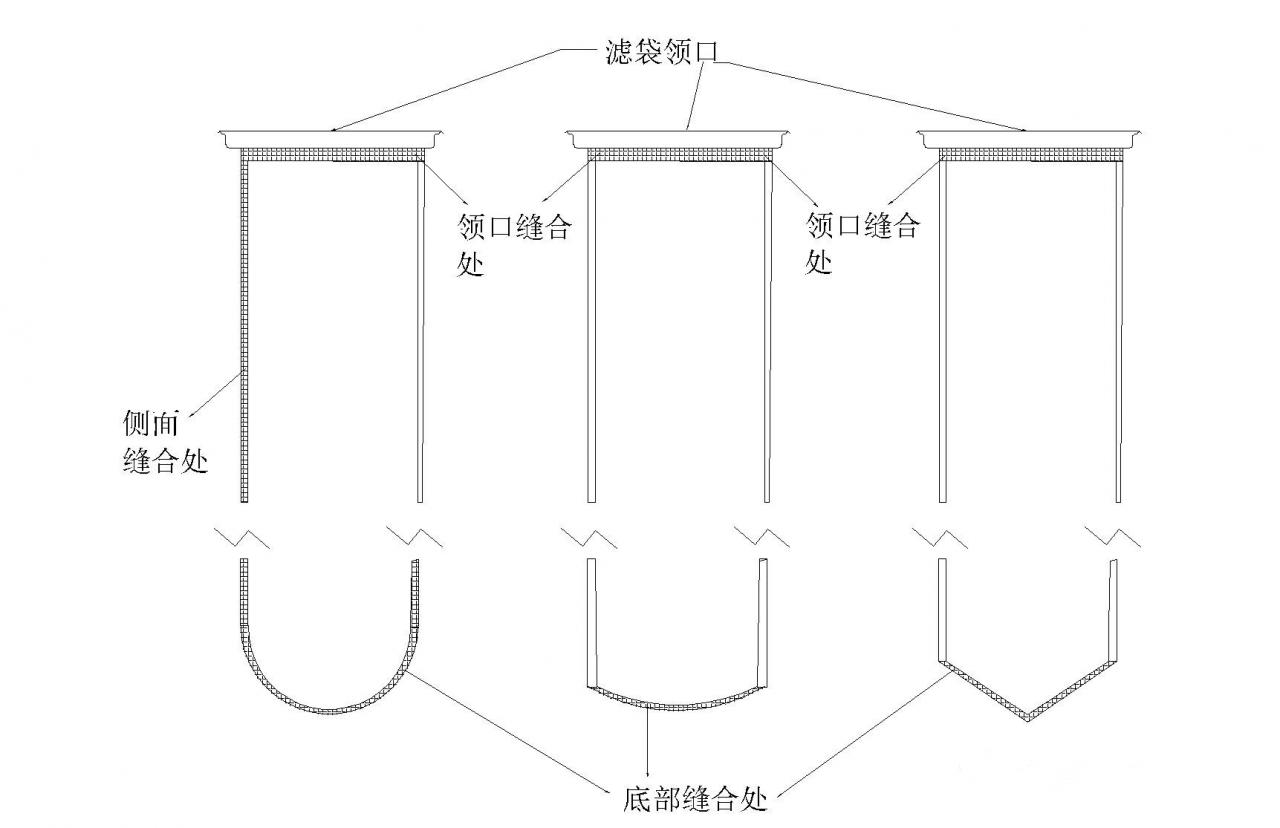
滤袋破袋发生的位置,出现多的是滤袋的底部缝合处,其次是侧边缝合处;再次为滤袋领环缝合处;也有一些滤袋中部位置出现孔眼等破损。对于使用多层精密滤袋的场合也会出现滤袋内层滤材出现撕裂的情况,如涂装中电泳线过滤采用的为精密吸油滤袋,滤袋至少含有四层滤材,对杂质拦截的同时因设有吸油层实现对污油的吸附,如果出现撕裂甚至破损,将会影响电泳液质量致使喷涂表面出现颗粒、甚至缩孔情况。
二、破袋的原因分析
2.1 设计选型出错
滤袋选型错误造成滤材因腐蚀导致滤袋破裂,包含滤袋的材质与被过滤液体的化学腐蚀,以及应用场合的工作温度超过滤袋的耐受温度出现热熔蚀。也可能出现液体中机械杂质浓度过高短时间内对达到滤袋的视在纳污量,表明选用滤袋数量不够。此外,液体流量大但过滤器的进出口尺寸偏小,致使液体通过滤袋的流速过快超过过滤器的液体通量和额定流量等指标,这些属于袋式过滤器本体的选型失误,也有可能造成破袋。
2.2 滤袋安装不规范
在滤袋的安装时因为操作人员滤袋领料、安装时碰到锐利的器物造成滤袋出现针孔等。同时滤袋放入袋式过滤器时,在滤袋外部未加装过滤袋的支撑网篮使得滤袋没有承托,或在已安装支撑网篮的情况操作工却没有将滤袋抚平,滤袋在支撑网篮内处于打折状态,没有与支撑网篮贴紧。特别地,有一些绝对精度的特殊滤材的滤袋投料过滤前未按要求进行预湿步骤,或是翻袋操作。
2.3 滤袋的更换压差过高
随着过滤的深入,杂质会粘在滤袋表面,或是嵌入滤材内部空隙,从而引起流动阻力上升,滤袋内外压降上升,达到一定程度过滤无法继续,滤袋需要更换。根据达西定律,滤袋的压降和体积流速,受到滤袋精度、材质、厚度、截面积,以及不同的应用场合的影响,所以袋更换压差不是固定的如1bar或1.5bar等。如果滤袋的更换压差过高延长了滤袋寿命但是增加滤袋破袋风险,而且很有可能即便滤袋没有破的情况下却仍会出现滤后液体被检测出很多杂质,不能兑现滤袋的过滤性能,这是因为高压差将已经被拦截下来的杂质又被挤过去了。所以滤袋的更换压差,在厂家的推荐值下,需要结合过滤应用的实际情况进行测试后确定。
2.4 附件不匹配
过滤器浮球是一种空心球,属于过滤器的一项常见附件,安装于滤袋内部用于置换被过滤液体,减少更换滤袋前物料的损耗、排放,并缩短吹扫时间。特别是在过滤器用于间歇性过滤上如灌装过滤,或过滤产品切换频繁的应用场合,流体的关断、料液的吹扫操作很多,液体对过滤袋和滤袋内的浮球带来冲击。当前很多厂家生产的浮球尺寸小,且没有设置与滤袋和过滤器匹配的领环,浮球整体全部在滤袋内部,其晃动造成对滤袋滤材的拉扯、摩擦和冲击,破袋多发生在浮球与滤袋的接触倾斜停靠位置,滤袋的内层滤材和滤袋底部多发生破袋。
浮球或支撑网篮表面有毛刺,或底部圆滑过度与滤袋不匹配,会对滤袋底部靠弧顶处反复摩擦而破袋。
三、破袋的应对措施
3.1 正确滤袋选型
滤袋的选型需要慎重考虑应用场合如腐蚀性,化学兼容性以及耐受温度。此外起始净压差是控制重要指标,该净压差值一般建议不超过0.1bar,如果因液体中杂质含量高净压差高则需要配多个滤袋,液体流量及管道进出大小计算可参照相应设计规范如流速的要求及过滤流通比(过滤有效面积与管道进出口截面积之比)的要求进行选型。
对于已投产生产线如因杂质含量增多、流量不变的情况可以考虑测试使用褶皱或折叠滤袋以增加过滤面积和滤袋纳污能力,或是袋式过滤器内增加磁棒,滤除上游工序如焊接车间带入油漆车间的大量铁粉类杂质,该类滤袋或磁棒尺寸与现场滤袋过滤器完全匹配,省去对现场过滤器的升级改造。如果是过滤流速过快或过滤流通比过大,则需增加过滤器数量,加大过滤器进出口大小,甚至将滤袋过滤的方式变更等。对于新建涂装项目上,在过滤工艺方案的设计时,建议考虑采用磁性过滤、旋流分离器及袋式过滤器的三级组合过滤方案,虽然过滤器固定投资多一些,但是在过滤器滤袋的消耗、人工更换、物料损耗、废袋处置上都能节约更多的维护成本,带来更大的效益。
3.2 检查滤袋质量
使用高品质滤袋合格供应商,检查滤袋的包装、外观、标签和生产日期等生产信息,避免过期产品的使用,因为一般滤袋的货架存放寿命不建议长于2年,因为滤材容易老化。滤袋的领用和安装过程避免尖锐物品的刺碰,如遇滤袋使用前需进行预湿或翻袋,须按要求规范操作。
3.3 规范滤袋操作
滤袋安装时,必须安装外支撑网(同时检查其平整和表面毛刺情况),内支撑架为过滤器选配件,尽量使用内支撑架达到将滤袋撑开铺平的目的。如果未设内支撑架,需将滤袋铺平使得滤袋尽可能与外支撑网篮紧贴,避免滤袋脱离外支撑网而单独承压。
3.4 选用准确配件
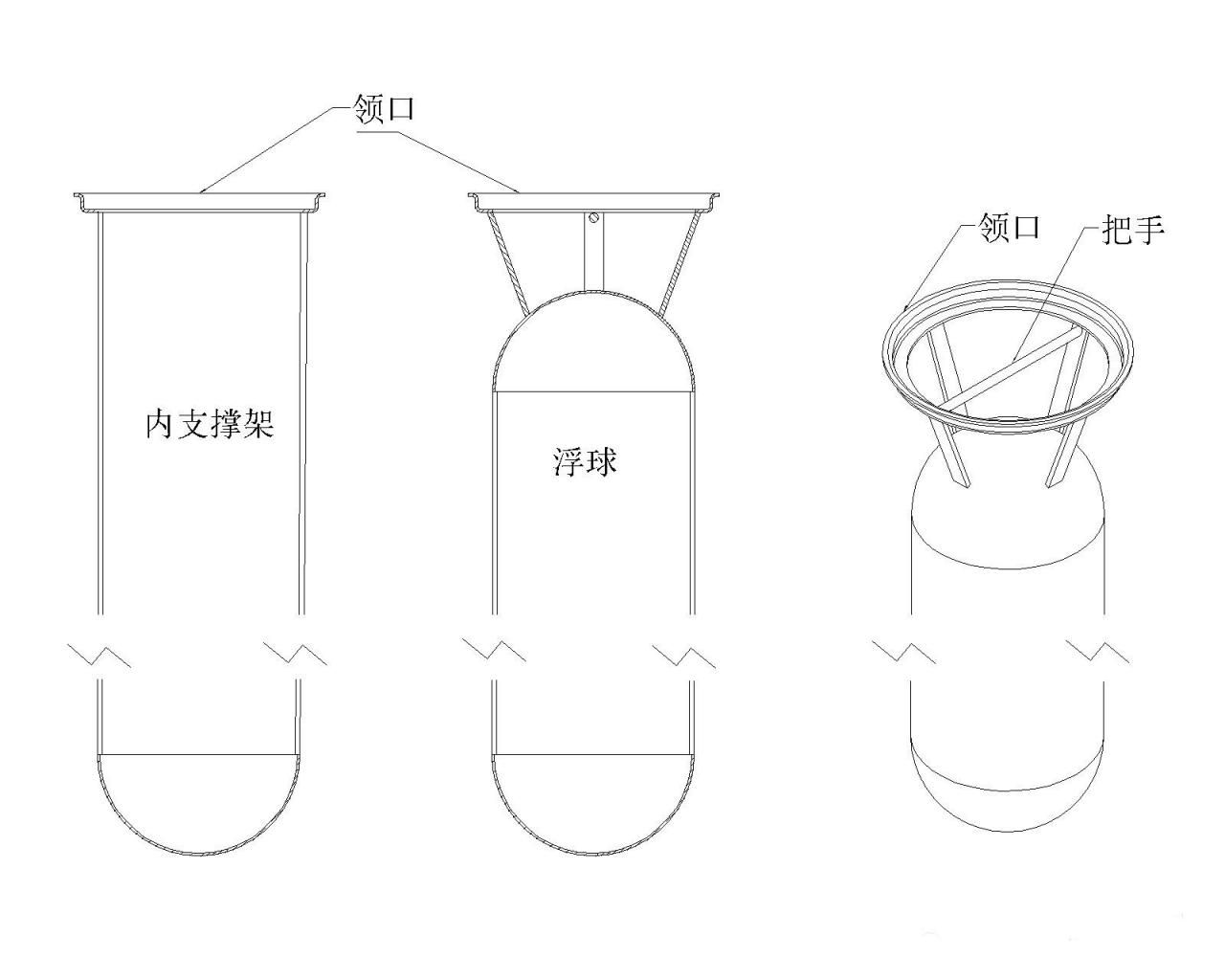
好选原厂家的,确保尺寸匹配且质量合格,杜绝尺寸偏差而出现密封不严而侧漏或毛刺划破滤袋的潜在风险。对于过滤袋的内支撑架和置换用的浮球,结合生产经验,内支撑架和浮球均要求设置领口和把手,领口尺寸与过滤袋的领环和过滤器密封台阶相匹配,一方面确保不因增加配件而破坏现有密封结构,同时避免内支撑架和浮球工作状态下在滤器内的晃动。典型内支撑架和浮球结构示意图所示。
3.5 找准滤袋更换压差
结合生产情况,摸索出对应佳的更换滤袋压差,一般地,过滤器内部压降随着孔隙率的增加呈现出先增加后减少的趋势,出口流速和压力损失两者相关性近似为线性关系,所以实际生产中不能刻板执行某一固定的滤袋更换压差,需要结合当前的生产在不同的更换压差下进行滤前滤后的采样分析,达到既能满足生产对质量的要求,又尽可能的延长滤袋的使用寿命的目标。
设置压差表或压差开关比进出口分别设置压力表的形式更加直观和准确,实现精确控制压差值,是必要且简单易行的措施。如有条件,可以设置流量计和报警器作为辅助,特别适合如终端的灌装过滤,对产品质量把关的应用场合。在涂装过滤工艺中,如果出现油漆品种的切换,粘度指标变化明显时特别需要重新调整滤袋的更换压差,总体上油漆越浓稠,更换压差约低。
总结
对于一台液体滤袋过滤器,设计是否合理、过滤要求是否实现、运行是否正常,主要表现在滤袋使用寿命及设备运行压降上,而滤袋的破损与设备运行压降偏高有着相关联性。科学合理的结构设计、选型、参数确定、配件选择对滤袋过滤器成功运行的至关重要。
滤袋破袋集中的原因归纳为滤袋内外压差过高。滤袋与支撑网篮之间没有紧贴、杂质含量高、滤袋选型过滤面积不够过滤流速过快,这些因素均会对滤袋的冲击加大,增加滤袋的运行压降,提高了破袋风险。所以正确滤袋选型是前提,合规操作是基础,产品质量是保证,控制滤袋压差是应对破袋重要策略。

